
以下是:绗磨管厂家热销的产品参数绗磨管厂家热销,九冶管业有限公司(兴安分公司)专业从事绗磨管厂家热销,联系人:李经理,电话:0527-88266222、18762195566,QQ:1958857549,发货地:丁块工业园,以下是绗磨管厂家热销的详细页面。 内蒙古自治区,兴安盟 2022年,兴安盟实现地区生产总值681.53亿元,其中:产业增加值253.24亿元,第二产业增加值183.12亿元,第三产业增加值245.17亿元。三次产业比例为37.1:26.9:36.0。人均地区生产总值达到48507元。
准备好领略绗磨管厂家热销产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。以下是:绗磨管厂家热销的图文介绍内蒙古兴安九冶管业有限公司服务于多家企业单位, 精密钢管产品覆盖国内三十多个省、市地区。成熟的 精密钢管生产工艺,现代化的生产设备,完善的测试手段,以及良好的质量管理体系,确保给用户提供好品质、可靠、低价位、经得住考验的 精密钢管产品。秉承“用心生产”的企业情怀,立足 精密钢管市场、顺应时代、不断做强做优。
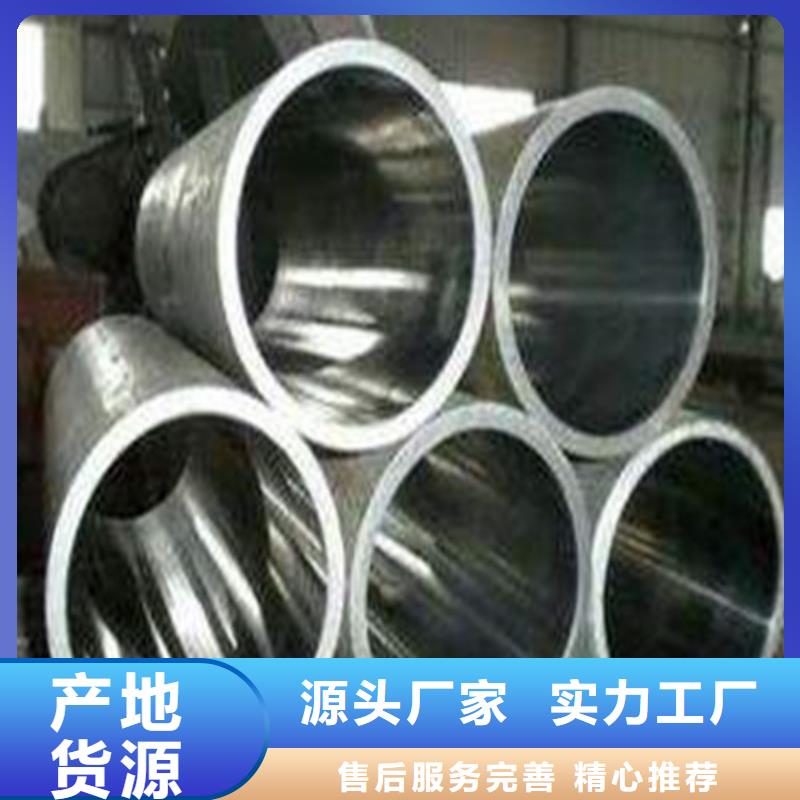
珩磨管加工工艺
一种珩磨管的加工工艺,尤其是抗拉强度不低于1140MPa、屈服强度不低于1030MPa、伸长率不低于16%、延伸率不低于38%,且对珩磨管加工精度要求较高的珩磨管的加工工艺。采用的加工工艺是选用合适尺寸的TC4钛合金棒材,通过开坯、自由锻及热处理工艺,矫直、打深孔、珩磨、车外圆抛光等步骤完成规定尺寸及要求的珩磨管的加工过程,加工过程简单且成本低廉,满足了我国航空航天、压力机械等领域中对高性能珩磨管的使用要求。
珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
表面质量好表面为交叉网纹, 有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使 用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热 损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。加工范围广主要加工各种圆柱形孔:通孔、轴向和径向有间断的孔,如有 径向孔或槽的孔、键槽孔、花键孔、盲孔、多台阶孔等。另外,用专用珩磨头,还可加工圆锥孔、椭圆孔等,但由于珩磨头结构复杂,一般不用。用外圆珩磨工具可 以珩磨圆柱体,但其去除的余量远远小于内圆珩磨的余量。珩磨几乎可以加工任何材料,特别是金刚石和立方氮化硼磨料的应用,进一步拓展了珩磨的运用领域,同 时也大大提高了珩磨加工的效率。
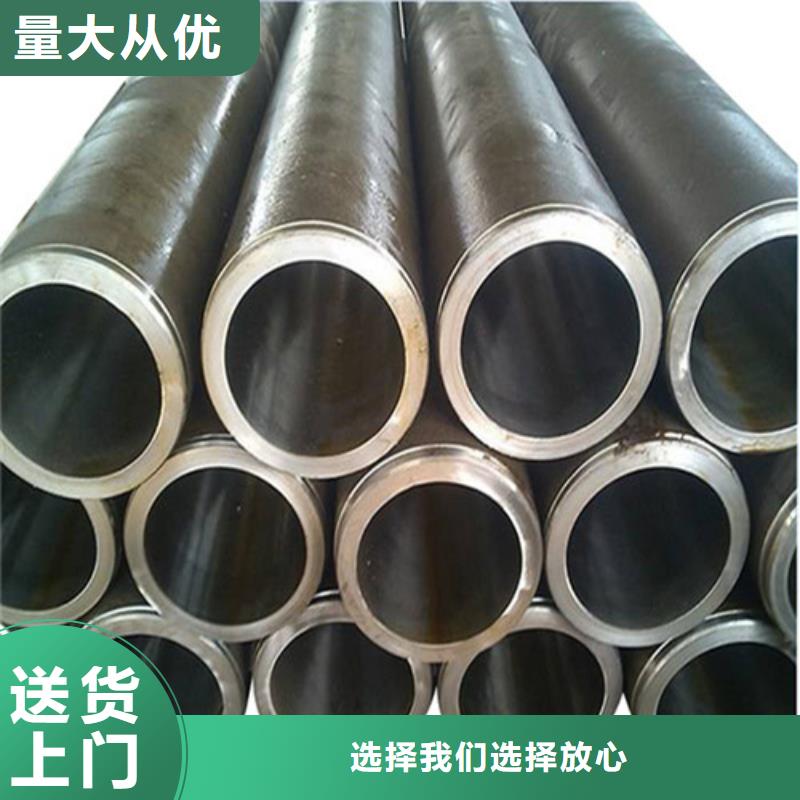
对于45#绗磨管比较高压的区域来说的话,是使用上会更加的适用,在工作过程中是属于低噪音,这也是油缸筒精密制造后的特点之一,还能有效的降低油缸筒在动力上出现的损失,如果是环境比较恶劣的情况下,精密制造后的油缸筒也可以正常工作。我厂是一家专业生产绗磨管的企业,有气动缸筒系列,液压绗磨管系列,高精度冷拔钢管等绗磨管产品产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
绗磨管厂家热销,九冶管业有限公司(兴安分公司)为您提供绗磨管厂家热销产品案例,联系人:李经理,电话:0527-88266222、18762195566,QQ:1958857549,发货地:丁块工业园。










