
以下是:厂家热线绗磨管的产品参数您是想要在海南省采购高质量的厂家热线绗磨管产品吗?九冶管业有限公司(海南分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的厂家热线绗磨管产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-18762195566,QQ:1958857549,地址:《丁块工业园》。 海南省 海南省是中国的经济特区、自由贸易试验区。历史上的火山喷发,在海南岛留下了许多死火山口;岛上温泉分布广泛,多数温泉矿化度低、温度高、水量大、水质佳,属于治疗性温泉。具有历史意义的古迹主要有为纪念李德裕等历史名臣而修建的五公祠,苏东坡居琼遗址东坡书院以及为纪念苏轼而修建的苏公祠,清代雷琼兵备道焦映汉所修建的琼台书院,明代名臣丘浚墓,明代大清官海瑞墓,相传受汉光武帝派遣率兵入海南的将军马援为拯救兵马而下令开凿的汉马伏波井,以及崖州古城、韦氏祠堂、文昌孔庙等。
想要快速了解厂家热线绗磨管产品?视频给你直观的感受!以下是:厂家热线绗磨管的图文介绍
在 大多数情况下,珩磨头与机床主轴之间或珩磨头与工件夹具之间是浮动的。这样,加工时珩磨头以工件孔壁作导向。因而加工精度受机床本身精度的影响较小,孔表 面的形成基本上具有创制过程的特点。所谓创制过程是油石和孔壁相互对研、互相修整而形成孔壁和油石表面。其原理类似两块平面运动的平板相互对研而形成平面 的原理。珩磨时由于珩磨头旋转并往复运动或珩磨头旋转工件往复运动,使加工面形成交叉螺旋线切削轨迹,而且在每一往复行程时间内珩磨头的 转数不是整数, 因而两次行程间,珩磨头相对工件在周向错开一定角度,这样的运动使珩磨头上的每一个磨粒在孔壁上的运动轨迹亦不会重复。此外,珩磨头每转一转,油石与前一 转的切削轨迹在轴向上有一段重叠长度,使前后磨削轨迹的衔接更平滑均匀。这样,在整个珩磨过程中,孔壁和油石面的每一点相互干涉的机会差不多相等。因此, 随着珩磨的进行孔表面和油石表面不断产生干涉点,不断将这些干涉点磨去并产生新的更多的干涉点,又不断磨去,使孔和油石表面接触面积不断增加,相互干涉的 程度和切削作用不断减弱,孔和油石的圆度和圆柱度也不断提高,后完成孔表面的创制过程。为了得到更好的圆柱度,在可能的情况下,珩磨中经常使零件掉头, 或改变珩磨头与工件轴向的相互位置。
海南九冶管业有限公司拥有专业的技术人员为您提供及时、便捷、贴心的技术咨询服务,10余年的坚持让我们的服务更专业,售后更完善,供货更及时。 我们的 精密钢管产品具有自主知识产权,自主研发生产和提供厂家直销服务,性价比高是我们保障客户切身利益所坚持不变的服务原则。
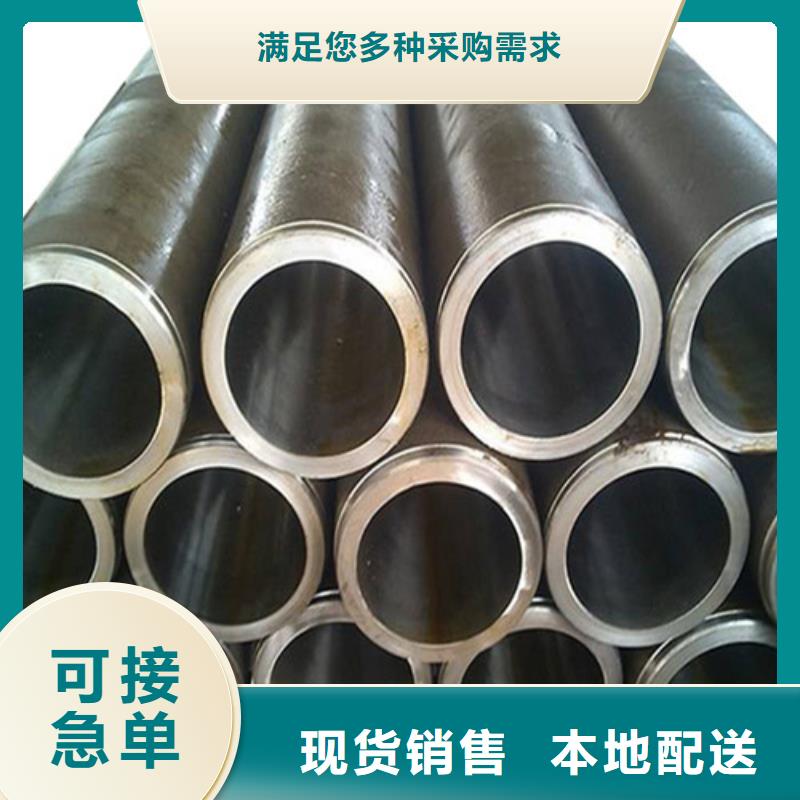
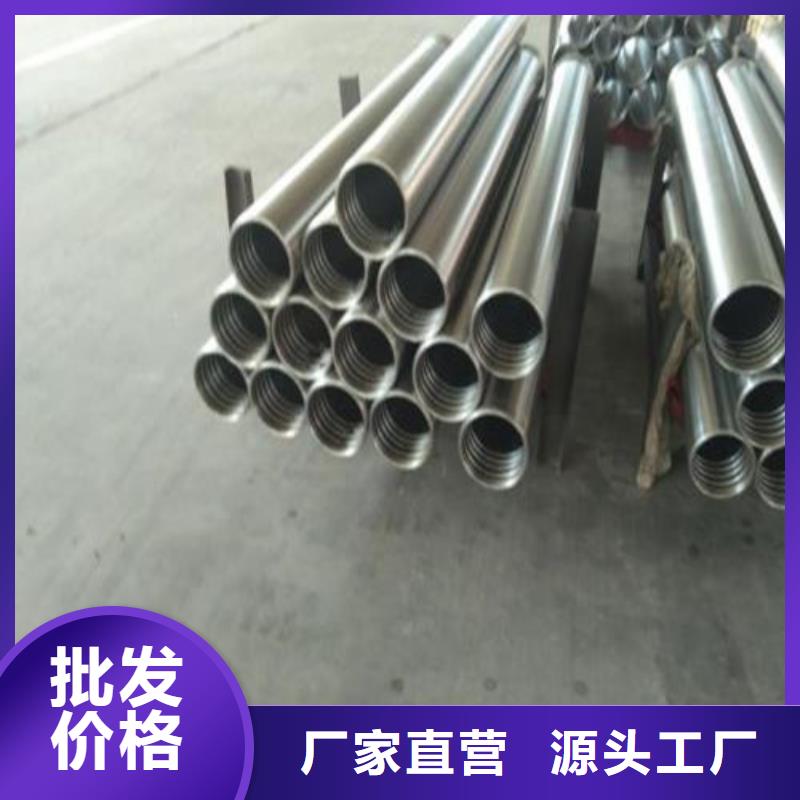
绗磨管接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。汽缸管冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
油缸管钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,深度不大于0.3mm。
在海南省采购厂家热线绗磨管请认准九冶管业有限公司(海南分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-18762195566,QQ:1958857549,地址:丁块工业园)。







