
以下是:精密钢管实力工厂的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品名 精密钢管 材质 20CrMo 精密钢管实力工厂,德福钢管(淮阳区分公司)为您提供精密钢管实力工厂,联系人:窦经理,电话:【0527-88266222】、【18762195566】,请联系德福钢管(淮阳区分公司),发货地:开发区广平窦庄工业园。 河南省,周口市,淮阳区 淮阳区,隶属于河南省周口市,位于河南省东南部、周口市中部,行政区划面积1334.56平方千米,根据第七次全国人口普查结果,截至2020年11月1日零时,淮阳区常住人口1022322人。淮阳区下辖2个街道、8个镇、9个乡,区人民政府驻羲皇大道中段。
想知道精密钢管实力工厂产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:精密钢管实力工厂的图文介绍
周口淮阳德福钢管有限公司以高科技为先导、以吸收国外技术为基础,以改进创新为发展动力,以加工制造为根本,并依托科研院校,加大 20CrMo精密钢管科研成果转化力度,结合严谨、求实、富有钻研精神的人才队伍,开发并推出多项具有竞争力的 20CrMo精密钢管产品,逐渐取得行业技术优先。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。
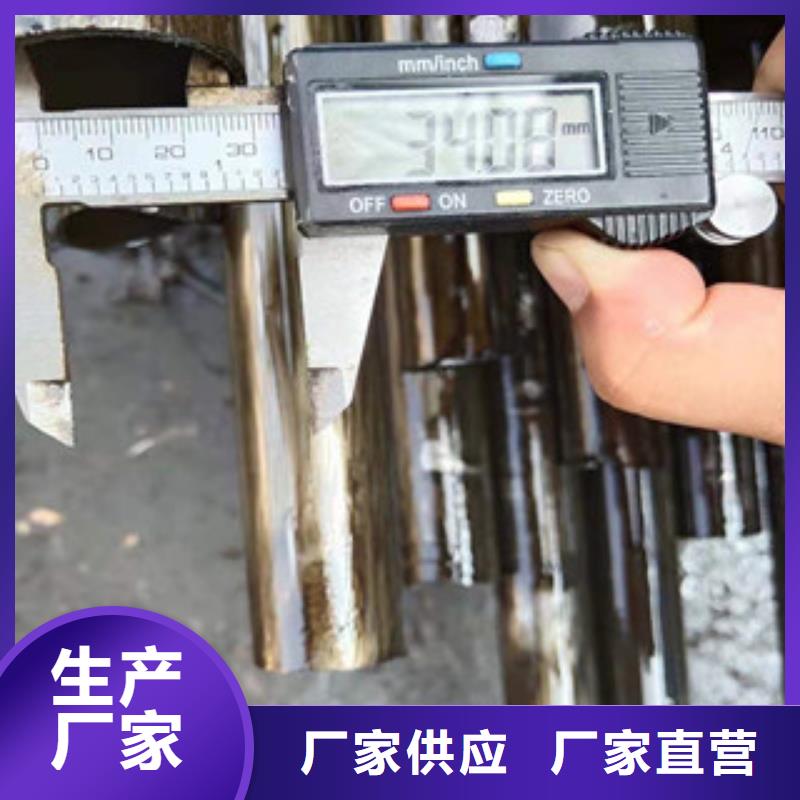
精密小口径光亮管冷却注意事项:小口径精密钢管的过冷奥氏体非常稳定,具有很髙的淬透性,即使空冷也能得到马氏体组织,但空冷则会造成刀具外表的氧化,并有可能析出共析碳化物,因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管,为减少变形和开裂,淬火时可进行预冷处理,但应控制时间,一般根据不锈钢管的形状等控制在几秒到几十秒,前提是不能析出二次碳化物而降低刀具的硬度和红硬性等,冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C,以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C,其转变快的温度在260~30CTC,因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精密钢管奥氏体温度较多而且稳定,故应进行四次回火。怎样提高精密钢管的抗拉强度?精密钢管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。
精密钢管实力工厂,德福钢管(淮阳区分公司)为您提供精密钢管实力工厂产品案例,联系人:窦经理,电话:【0527-88266222】、【18762195566】,发货地:开发区广平窦庄工业园。









