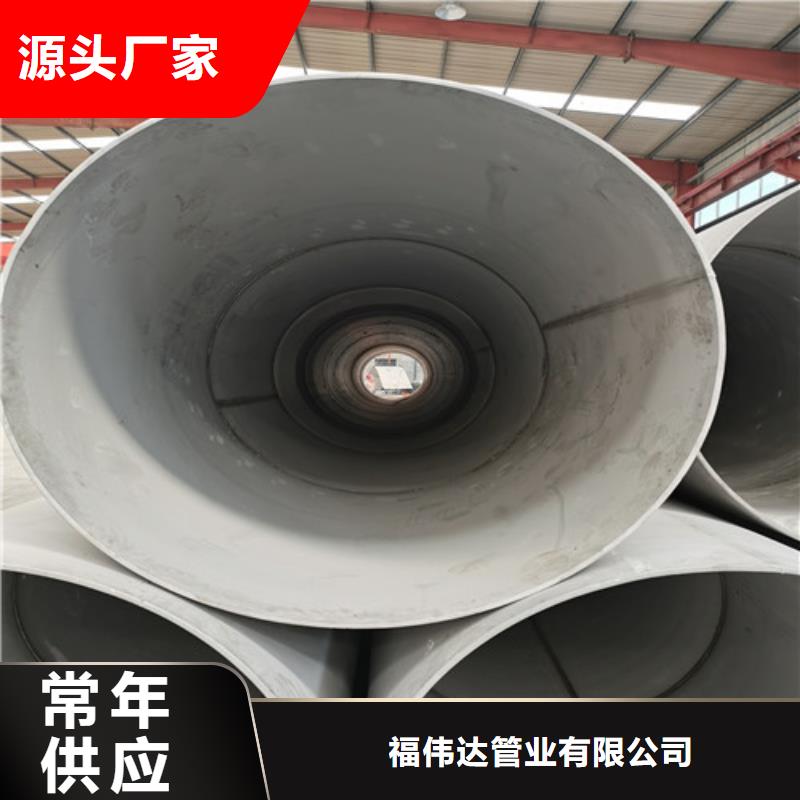
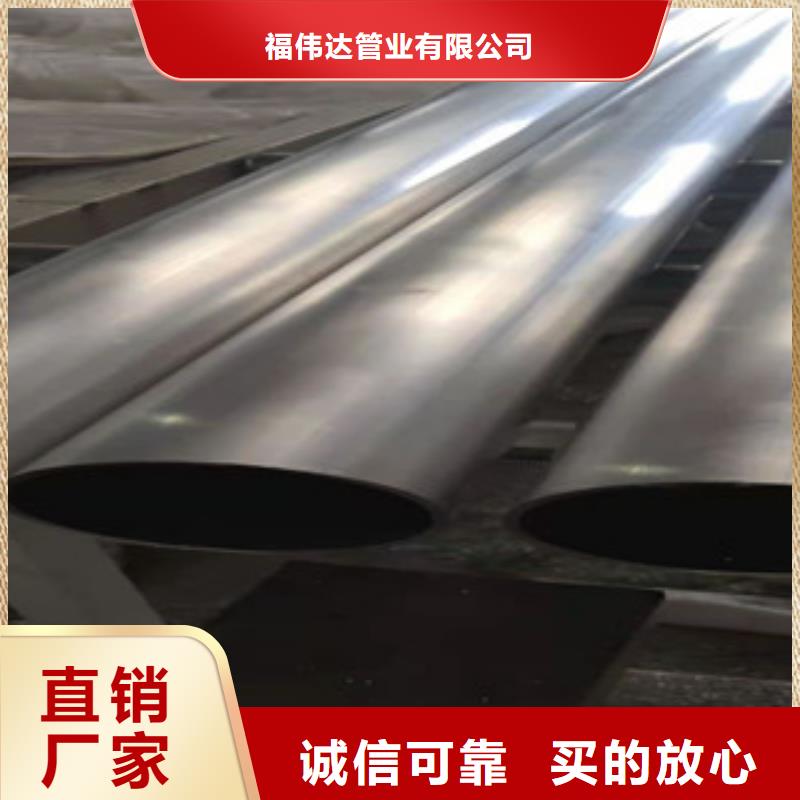
以下是:304不锈钢装饰管实力工厂放心选购的产品参数
| 产品参数 |
|---|
| 产品价格 | 19500/吨 |
|---|
| 发货期限 | 当天 |
|---|
| 供货总量 | 9999吨 |
|---|
| 运费说明 | 送货上门 |
|---|
| 小起订 | 100Kg |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 福伟达 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 酸洗面 |
|---|
| 质保时间 | 2 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 化工,排水供水管,锅炉管,加工件 |
|---|
| 是否进口 | 否 |
|---|
| 工作温度 | 200--1100 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 福伟达管业 |
|---|
| 型号 | 304 201 316L 310S 2205 2507 2520 904L |
|---|
| 价格 | 19500 |
|---|
| 库存 | 999999 |
|---|
304不锈钢装饰管实力工厂放心选购_福伟达管业(秦州区分公司),固定电话:13562021177,移动电话:13562021177,联系人:张经理,QQ:448166966,经济技术开发区 发货到 甘肃省 天水市 秦州区、麦积区、清水县、秦安县、甘谷县、武山县。 甘肃省,天水市,秦州区 秦州之名始于三国,是中国早设置的郡县之一,已有2700多年的建城史。2004年,秦城区更名秦州区。截至2022年10月,秦州区下辖7个街道、16个镇。
【全新视界!】304不锈钢装饰管实力工厂放心选购产品视频,带你领略产品新风尚!
以下是:304不锈钢装饰管实力工厂放心选购的图文介绍


2205不锈钢管冷加工后的脱脂是一个不容忽视的重要工序。脱脂不净的钢管在随后的热处理过程中.往往会导致2205不锈钢管内外表面的局部增碳(俗称“阴色”),从而形响钢竹的抗腐蚀性能。国内2205不锈钢管生产过程中的脱脂,一般都采用酸洗废缸的溶液,主要是通过腐蚀剥离达到脱脂的目的。这不仅会使2205不锈钢管表面脱脂不净,2205不锈钢管,而且还会造成钢管表面的腐蚀现象,由此降低了钢管的抗腐蚀性能。这是一种极不合理的脱脂工艺。国外十分重视2205不锈钢管生产过程中的清洁工作,普遍采用进行脱脂。该方法主要是通过对油污的溶解作用来达到脱脂的口的。并且对2205不锈钢管的表面没有损害。由于在常温下极易挥发,所以脱脂后的钢管表面干操.适宜于氮气保护热处理。国外在2205不锈钢管的生产过程中,由于采取了严格而的脱脂工艺,同时严格地控制了管坯的质量和热处理制度,因而使成品钢管的抗晶间腐蚀性能十分稳定。



福伟达管业(秦州区分公司)位于经济技术开发区,公司主营 (天水秦州) 本地 304不锈钢板等等.在公司发展壮大的几年里,我们始终为客户提高好的产品和技术支持、健全的售后服务, 、质量可靠,性能优良,符合标准,并通过IS09001:2000国际质量体系认证。
我司坚持以“战略”为经营原则,继续秉承“质量为先,诚信为本”的经营宗旨为国内外客户提供优良的产品和服务,未来继续坚持以质量为先、诚信为本、以进取的精神、诚挚的态度、热忱的服务与各位朋友携手合作,共创一个美好的明天!



不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。



不锈钢管所用的焊接方法是什么呢?接下来不锈钢管厂家小编来给大家说一下。氩弧焊不锈钢焊管:要求熔深焊透,不含氧化物夹杂,热影响区尽可能够小,钨极惰性气体维护的氩弧焊具有较好的顺应性,焊接质量高、焊透功能好,其商品在化工、核工业和食品等工业中失掉普遍使用。高频焊高频焊接:具有较电源功率,对不同的材质、外径壁厚的钢管都能到达较高的焊接速度。与氩弧焊相比,是其 焊接速度的十倍以上。因而,消费普通用处的不锈钢管具有较高的消费率。由于高频焊接速度高,给焊管内毛刺的去除带来困难。目前,高频焊不锈钢管尚不能为化工、核工业所承受,这也是其缘由之一。组合焊接:不锈钢焊管的各种焊接办法均有各自的优点和缺乏。组合焊接办法有:氩弧焊加等离子焊、高频焊加等离子焊、高频预热加三焊炬氩弧焊、高频预热加等离子加氩弧焊。组合焊接进步焊速非常显著。关于采用高频预热的组合焊接钢管焊缝质量与惯例的氩弧焊、等离子焊相当,焊接操作复杂,整个焊接零碎易完成自动化,这种组合易于与现有的高频焊接设备衔接,投资本钱低,效益好。



福伟达管业(秦州区分公司)【13562021177】在天水市秦州区本地专业从事304不锈钢装饰管实力工厂放心选购,价格低,发货快,效果好 (甘肃省 天水市 秦州区、麦积区、清水县、秦安县、甘谷县、武山县)可送货上门。
名片")