

以下是:冷拔钢管-可寄样品的产品参数冷拔钢管-可寄样品,盛亿伟业金属制品有限公司(阿里分公司)为您提供冷拔钢管-可寄样品的资讯,联系人:桑航,电话:0527-88266222、17768165506,QQ:1027670971,发货地:经济开发区桑海工业园。 西藏自治区,阿里地区 阿里地区是西藏自治区面向南亚开放的桥头堡、屏障西部战略要地、中国矿产资源储备基地、中国西部重要的交通物流枢纽和高原特色牧业生产基地,也是冈底斯国际旅游合作区、生态屏障的核心区域。阿里地区平均海拔4500米,有“千山之宗,万水之源”之称,喜马拉雅山、冈底斯山、喀喇昆仑山、昆仑山平行排列。冈仁波齐、古格王国遗址、托林寺、札达土林等均为旅游景点。
想要更直观地了解冷拔钢管-可寄样品产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
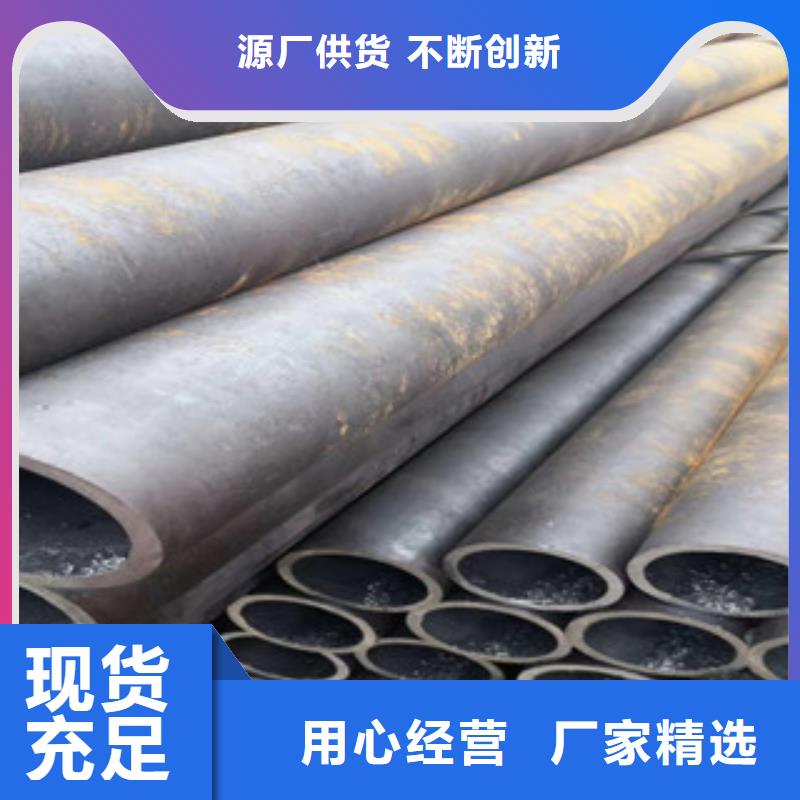
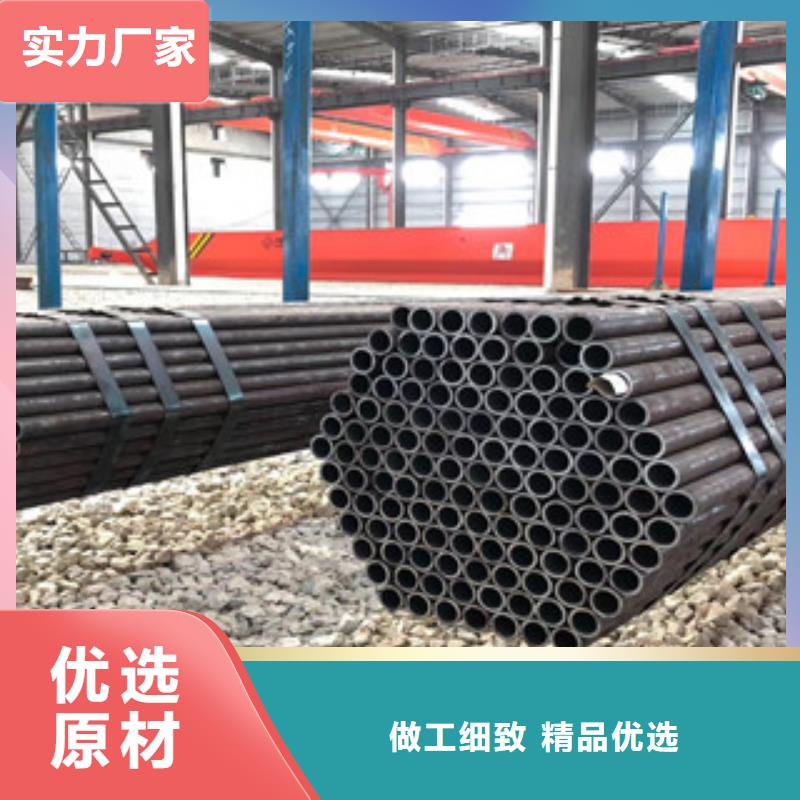
以下是:冷拔钢管-可寄样品的图文介绍西藏阿里盛亿伟业金属制品有限公司是专业从事规划、设计、生产、销售、安装及服务于一体的 精密钢管制造服务商。
一、提高坯料加热质量
(1)正确调整穿孔、轧管工艺参数,提高轧辊等工模具精度,使坯料及荒管在穿孔和轧管过程中变形均匀。
(2)调整好定心位置,安装一个托辊装置,使顶头能对准坯料中心,避免穿孔偏心。
(3)安装调整好抱辊,将顶杆抱紧,防止顶杆下沉。(4)进行设备定修制,使设备保持完好状态,保证毛管壁厚精度。(5)加强管理,经常测量毛管壁厚,发现问题及时调整。
①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。钢筋冷拔前必须经轧头和除锈处理。除锈装置可以利用拔丝机卷筒和盘条转架,其中,设3~6个单向错开或上下交错排列的带槽剥壳轮,钢筋经上下左右反复弯曲,即可除锈。亦可使用与钢筋直径基本相同的废拔丝模以机械方法除锈。②为方便钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。为减少轧头次数,可用对焊方法将钢筋连接,但应将焊缝处的凸缝用砂轮锉平磨滑,以保护设备及拉丝模。
③断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。冷拔钢管④断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。冷拔钢管⑤硬度指标金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
三、避免毛管急水冷却和轧冷钢控制协调好生产节奏,使荒管在轧制前在台上停留时间短。保证钢管终轧温度不低于850℃,保证钢管内部组织均匀,减少残余应力,冷却水压适中,防止漏水现象,避免钢管局部急水冷却,造成局部冷脆现象。四、防止毛管直道和轧折现象出现提高工模具质量,经常检查工模具,发现工模具磨损或不合要求,及时更换。经常检查毛管表面质量,发现问题,及时解决。五、提高毛管修磨质量对于毛管的轧折、外折等表面缺陷一定要修磨干净,修磨宽度要大于修磨深度8倍,砂轮打磨后必须要用刀刨平。以提高修磨质量。
冷拔钢管-可寄样品,盛亿伟业金属制品有限公司(阿里分公司)为您提供冷拔钢管-可寄样品产品案例,联系人:桑航,电话:0527-88266222、17768165506,QQ:1027670971,发货地:经济开发区桑海工业园。










