以下是:#珩磨管#-价格实惠的产品参数选购#珩磨管#-价格实惠来延边市安图县找九冶管业有限公司(安图分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-18762195566,{QQ:1958857549},地址:[丁块工业园]。 吉林省,延边朝鲜族自治州辖县级市,安图县 安图县地处长白山北麓,境内群山起伏,沟壑纵横,长白山脉由南向北延伸。境内有珲乌、延蒲2条高速公路和4个高速出入口,有吉珲、敦白2条高铁和3个高铁站。长白山主峰及天池瀑布等主景区坐落在县境南部。双目峰口岸是中朝边境的陆路通道。截至2021年安图县已连续四年入选“中国美县域榜单”;2021中国县域旅游发展潜力百强县市。
为了让您更地了解我们的#珩磨管#-价格实惠,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:#珩磨管#-价格实惠的图文介绍
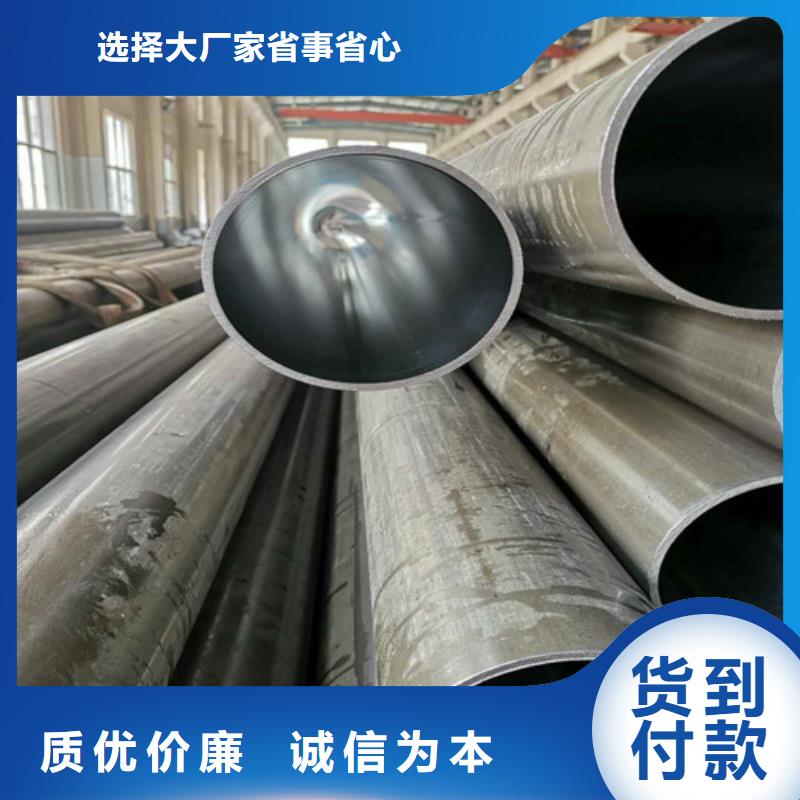
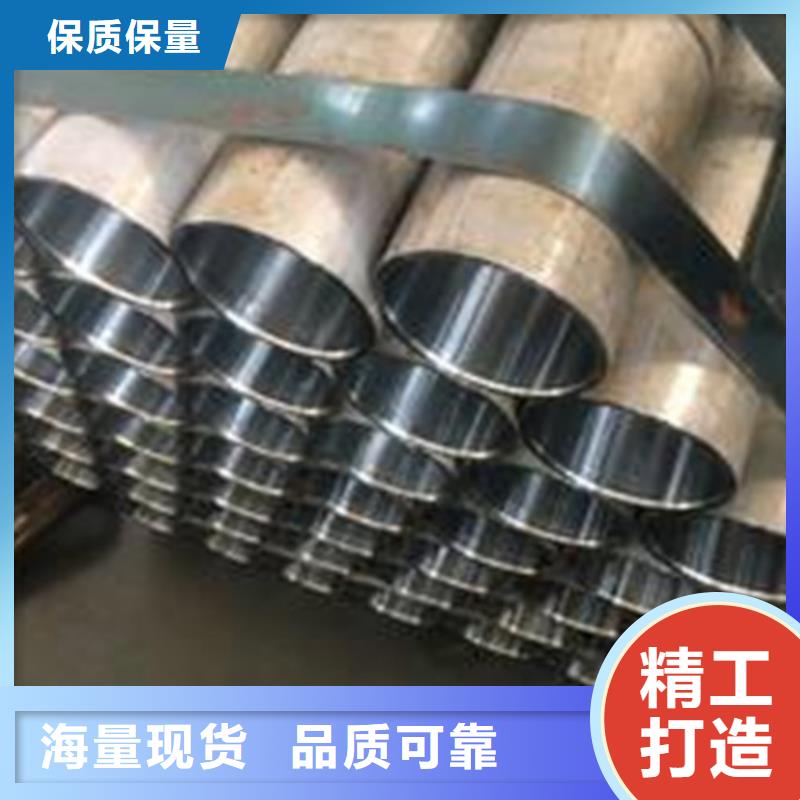
小口径珩磨管尺寸偏差的计算方法绗磨管
1.小口径珩磨管检查台作用
在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。
2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算
正偏差=(D 大-D 公)/D 公×
负偏差=(D 小-D 公)/D 公×
外径公差范围=正偏差+负偏差
3.小口径珩磨管壁厚偏差计算
正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×
负偏差(-△S)= 壁厚公差范围=正偏差+负偏差
延边安图九冶管业有限公司专注于 绗磨管的生产、销售。伴随着行业技术的不断革新与应用发展,公司始终走在行业前端,以市场为导向,为客户创造价值,经过多年发展公司现拥有完善的仓储服务保障体系,可做规格齐全,常备库存,现货直发,现场指导,满足全国客户需求。
1.珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2.在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。珩磨油缸管,其与珩磨气缸管,以及珩磨管一样,都是网站中的重要产品和主打关键词,所以,在其学习要求上,是必须要做到和细致,没有任何遗漏之处,这样,才能体现该产品的重要性。既然,将该产品的学习要求提出来了,那下面,不如来响应和执行吧,这样,大家也能从学习中有些收获和进步,从而,让自己从中受益。
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
联系人:李经理,电话:18762195566,九冶管业有限公司(安图分公司)在延边市安图县本地专业从事#珩磨管#-价格实惠,延边市安图县各个县市以及周边城市均可提供送货上门服务!













