
以下是:绗磨管选绗磨管厂家的产品参数绗磨管选绗磨管厂家,九冶管业(站前区分公司)为您提供绗磨管选绗磨管厂家产品案例,联系人:李经理,电话:0527-88266222、18762195566,QQ:1958857549,发货地:丁块工业园。 辽宁省,营口市,站前区 站前区,隶属辽宁省营口市。坐落于辽东湾中心城市营口的核心位置,是营口市的中心城区。面积82平方千米。是营口市的政治、金融、文化、教育、卫生、商贸中心,并辐射辽东湾周边地区。根据第七次人口普查数据,截至2020年11月1日零时,站前区常住人口为261439人。
想要真正了解绗磨管选绗磨管厂家产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。以下是:绗磨管选绗磨管厂家的图文介绍
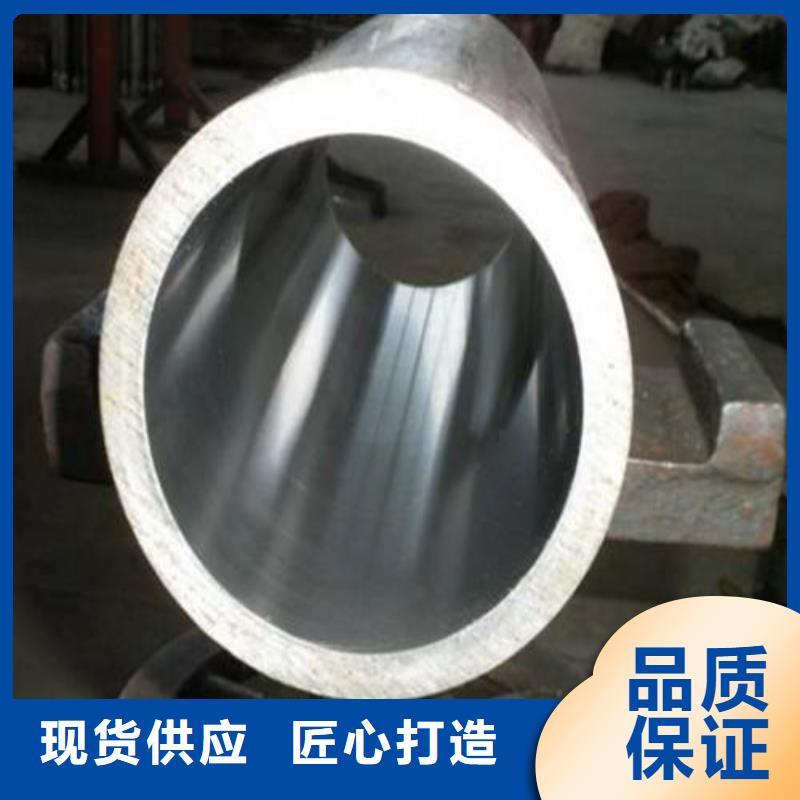
绗磨管的优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管加工特点加工精特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
多年来坚持守约、保质、薄利、重义的经营理念,营口站前九冶管业有限公司与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于 精密钢管客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!
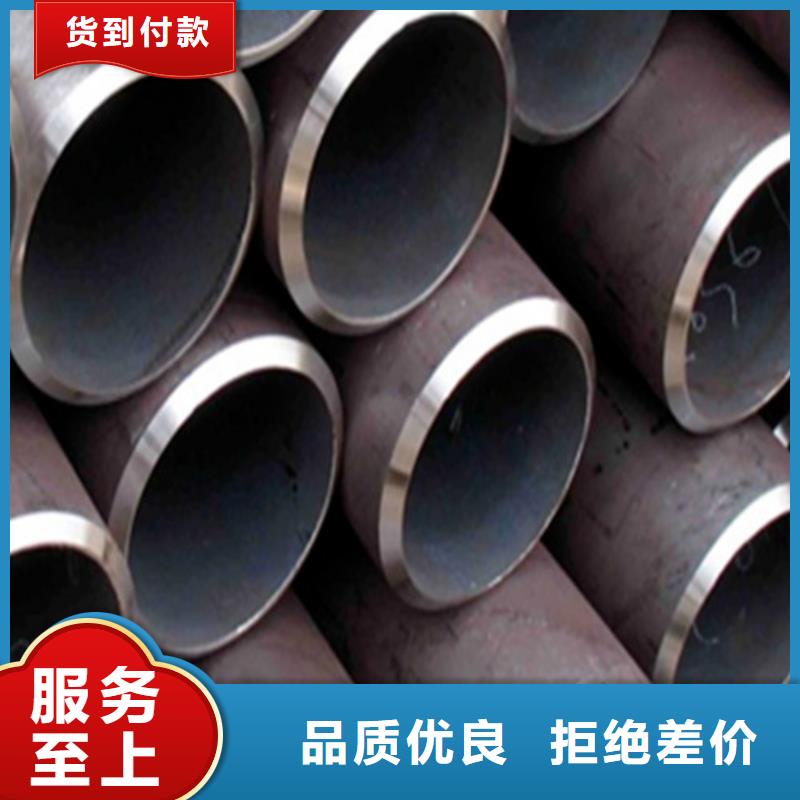
珩磨管主营材质:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉
现在,随着工业化的推进,越来越广泛的珩磨油缸管,珩磨油缸管和成本要求的应用也越来越高,所以是珩磨油缸管正在进行的结构改革和创新,在这个市场上,要进行供给结构改革的珩磨油缸管生产方,并与市场大规模发展,珩磨油缸管已经证明,改革,创新,加大投资市场是正确的。那么该怎么办呢?
今年在营口市站前区购买绗磨管选绗磨管厂家有了新选择,九冶管业(站前区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的绗磨管选绗磨管厂家产品。如需购买或咨询,请随时联系我们,联系人:李经理-18762195566,QQ:1958857549,地址:丁块工业园。








