以下是:发货速度快的绗磨管销售厂家的产品参数在潮州市潮安区采买发货速度快的绗磨管销售厂家到九冶管业有限公司(潮安分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-18762195566,QQ:1958857549,地址:《丁块工业园》。 广东省,潮州市,潮安区 2021年,潮安区实现地区生产总值496.07亿元,同比增长9.0%,两年平均增长5.3%。
想要了解发货速度快的绗磨管销售厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。以下是:发货速度快的绗磨管销售厂家的图文介绍
珩磨管加工工艺
一种珩磨管的加工工艺,尤其是抗拉强度不低于1140MPa、屈服强度不低于1030MPa、伸长率不低于16%、延伸率不低于38%,且对珩磨管加工精度要求较高的珩磨管的加工工艺。采用的加工工艺是选用合适尺寸的TC4钛合金棒材,通过开坯、自由锻及热处理工艺,矫直、打深孔、珩磨、车外圆抛光等步骤完成规定尺寸及要求的珩磨管的加工过程,加工过程简单且成本低廉,满足了我国航空航天、压力机械等领域中对高性能珩磨管的使用要求。
珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
为了让用户用上满意的产品,潮州潮安九冶管业有限公司建立了严苛的 精密钢管质量验收的标准,还拥有先进的操作技术,为客户提供精准的售后服务,以远高于验收标准的工艺确保 精密钢管的质量。
发货速度快的绗磨管销售厂家
为了使珩磨管的生产效率更高,我们采取了新的生产工艺,通过强力研磨、自动化研磨的方式来生产。其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。
珩磨管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理。
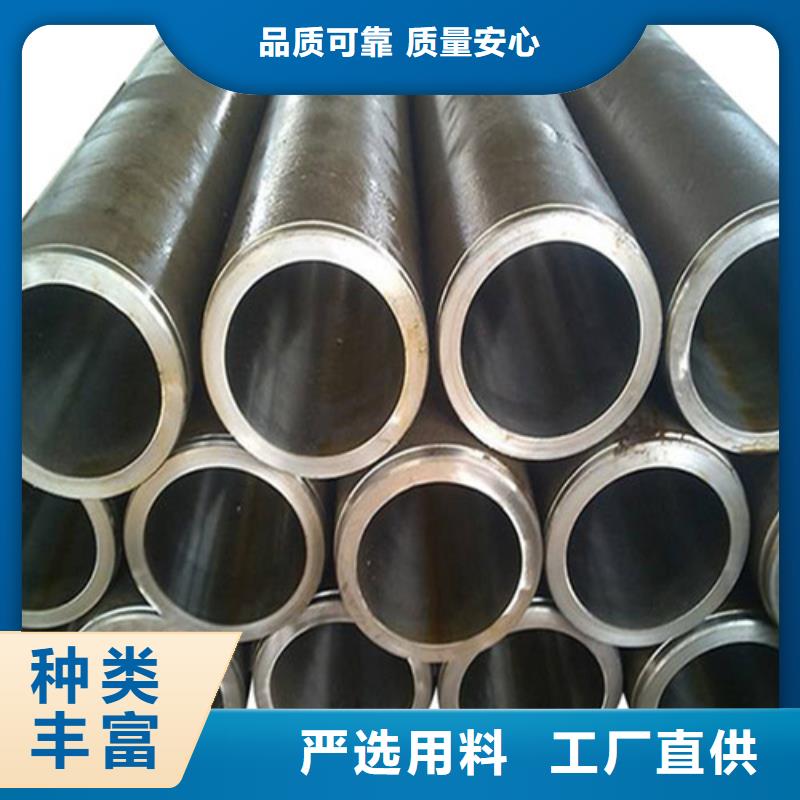
绗磨管的优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
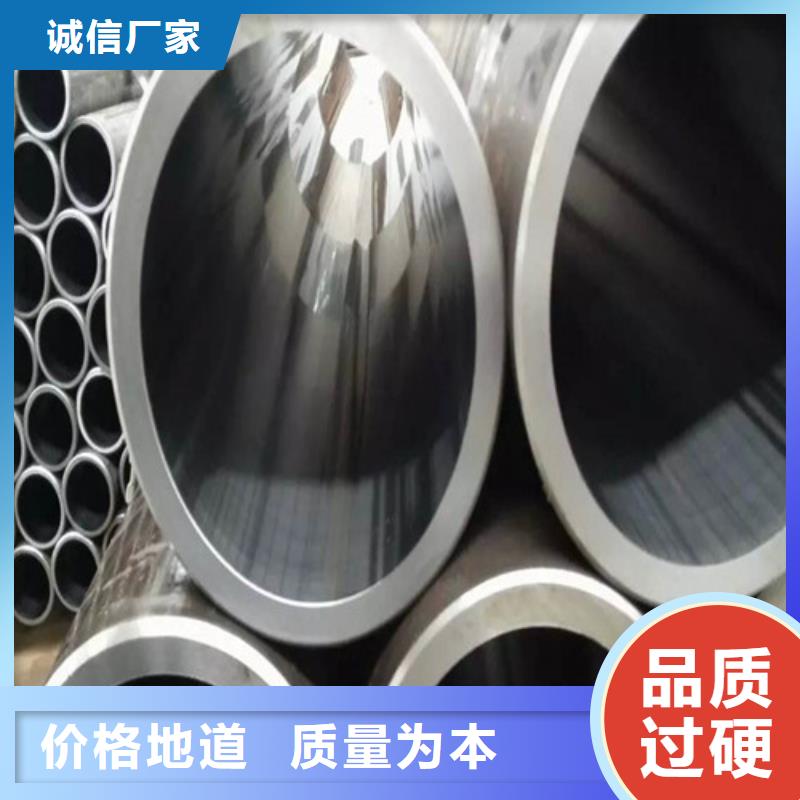
珩磨管加工特点加工精特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
在潮州市潮安区采购发货速度快的绗磨管销售厂家请认准九冶管业有限公司(潮安分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-18762195566,QQ:1958857549,地址:丁块工业园)。











