

以下是:定做WH-IR双激光瞄准红外测温传感器、优质WH-IR双激光瞄准红外测温传感器厂家的产品参数定做WH-IR双激光瞄准红外测温传感器、优质WH-IR双激光瞄准红外测温传感器厂家_午诃机电科技(顺城区分公司),固定电话:【17768165506】,移动电话:【0527-88266888】,联系人:赵贺龙,科技园1号楼 发货到 辽宁省 抚顺市 新抚区、东洲区、望花区、顺城区。 辽宁省,抚顺市,顺城区 顺城区,隶属辽宁省抚顺市,是抚顺市政府所在地。位于辽宁省抚顺市北部,北毗铁岭市铁岭县、西连沈阳市沈北新区、抚顺高湾特区,东与东洲区相连,南与新抚区、望花区隔河相望。总面积348平方千米,位于东经123°46′00"~124°003′40",北纬41°52′24"~42°02′06"之间。
定做WH-IR双激光瞄准红外测温传感器、优质WH-IR双激光瞄准红外测温传感器厂家的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。以下是:定做WH-IR双激光瞄准红外测温传感器、优质WH-IR双激光瞄准红外测温传感器厂家的图文介绍
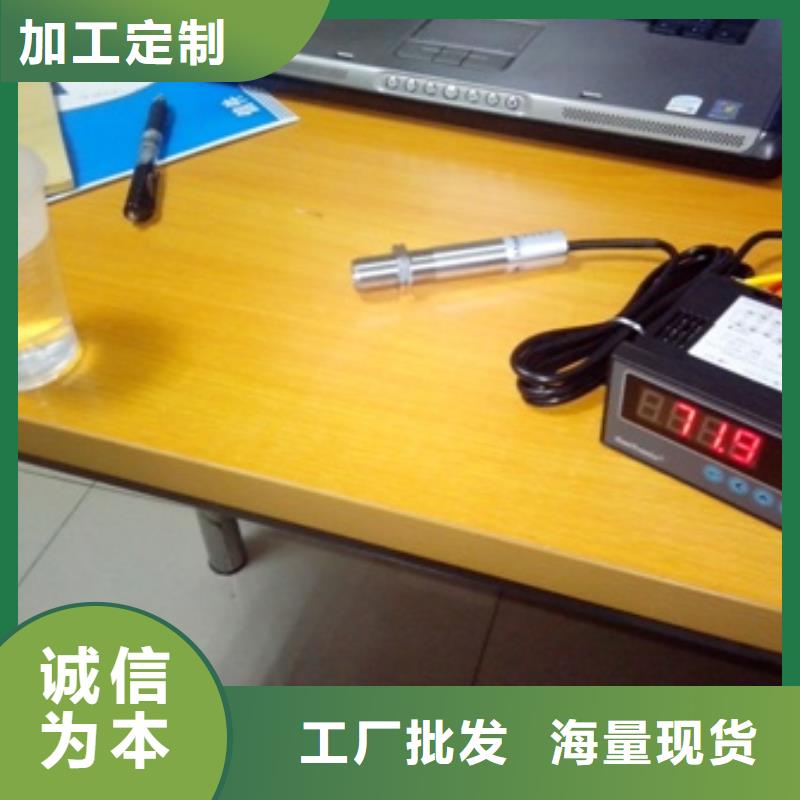
我们根据轧钢的工艺特点,在红外测温仪上有测量功能,不仅仅能较正确地测量出每根钢坯的实际温度,还可以对钢坯的根数进行计数。红外测温仪在轧钢过程中的应用使用方法如下:
1.将红外测温探头固定安装在轧机的入口或出口附近,并通过瞄准器对准钢坯的运动轨迹,使其能扫瞄每一根钢坯。当每根钢坯经过红外探头时,仪表将自动对钢坯的表面温度进行快速测量(每10毫秒采集一个数据),再经信号处理系统进行处理,整理出*高温度数据作为该根钢坯的实际温度,从而有效地减小钢坯表面氧化皮的影响。
2.在每根钢坯离开时,上排显示窗显示并保持温度值,在下根钢坯到来时清零。下排显示窗显示计数根数(计数范围0-9999根)。该仪表联接打印机,即可打印出每根钢坯的温度值、根数序号和时间。该仪表还带有上、下限温度报警信号输出和数字通讯接口,可以联接计算机或大屏幕显示仪。使用红外测温仪可以为工艺管理提供有效的依据,为提高产品质量创造条件。
浅谈轧钢过程中红外测温仪的应用
在轧钢过程中,关键的工艺参数是钢坯的轧制温度,因为钢坯温度控制的好坏,可以影响产品的质量。
所以在轧钢工艺中,钢坯温度传统的控制方法是用热电偶测量加热炉内温度的办法间接控制。
由于热电偶测得的是炉内腔体的温度,而不是钢坯的真实温度,加上炉内状况的变化,其内部的温度分布也存在着一定的离散性,故热电偶测得的温度并不能代表每一根钢坯的实际温度,而钢坯一出炉,温度就通常用肉眼根据其发红的颜色来估计,无法定量地检测出每根钢坯的实际温度。
抚顺顺城午诃机电科技有限公司在“品质,信誉,客户至上”的价值观引导下,以“激励创新、追求卓越、倡导共赢”为企业精神,力争成为具有竞争力的 红外温度传感器创新企业!
目前,本公司生产的 红外温度传感器,已远销国内外市场, 红外温度传感器产品供不应求,深受广大用户好评。
你知道红外测温仪数据跳动的原因吗?
在我们使用红外测温仪的过程中,许多人都会发现数据会突然出现跳动,那么数据为什么会突然跳动呢?接下来,由红外测温仪厂家为你解答红外测温仪出现跳动的原因。
原因如下:
1.出现这种情况就需要检查连接线绝缘是不是出现破损的现象,并且跟机器的外壳很有规律地接触而导致的对地短路。
2.安装直线红外测温仪的对中性需要很好,但是平行度可以允许有±0.5mm的误差,角度可以允许有±12°的误差。但是如果平行度误差和角度误差都是偏大的话,这样会出现显示数字跳动的情况。那么出现这样的情况的时候,必须要对平行度和角度进行调整了。
今年在抚顺市顺城区购买定做WH-IR双激光瞄准红外测温传感器、优质WH-IR双激光瞄准红外测温传感器厂家有了新选择,午诃机电科技(顺城区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的定做WH-IR双激光瞄准红外测温传感器、优质WH-IR双激光瞄准红外测温传感器厂家产品。如需购买或咨询,请随时联系我们,联系人:赵贺龙-【17768165506】,地址:科技园1号楼。










