
以下是:珩磨管规格介绍的产品参数珩磨管规格介绍_九冶管业(大石桥市分公司),固定电话:【18762195566】,移动电话:【0527-88266222】,联系人:李经理,丁块工业园 发货到 辽宁省 营口市 站前区、鲅鱼圈区、老边区、盖州市、大石桥市。 辽宁省,营口市,大石桥市 大石桥市,辽宁省辖县级市,由营口市代管,位于辽宁省中南部,辽河下游左岸,地处东经122°05′至123°00′,北纬40°19′至40°56′,总面积1612.11平方千米。大石桥市属于暖温带半湿润大陆性季风气候。截至2020年11月1日零时,大石桥市常住人口为607098人。
为了让您更地了解我们的珩磨管规格介绍,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:珩磨管规格介绍的图文介绍
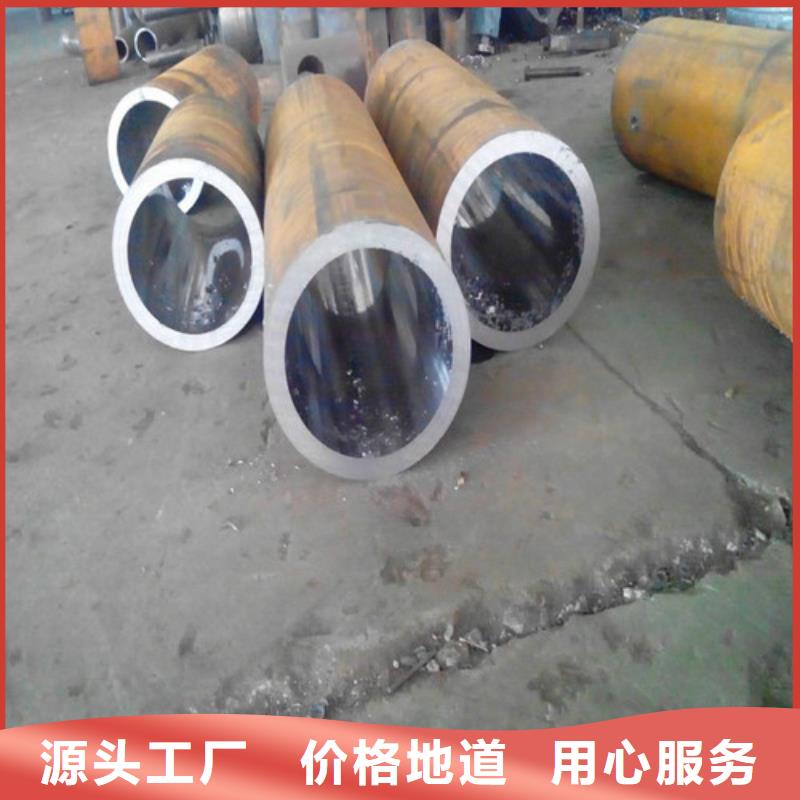
怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
营口大石桥九冶管业有限公司生产销售 绗磨管,还有更多 绗磨管相关的产品参数、实时报价、市场行情等信息请阅读以下文章了解更多资料。
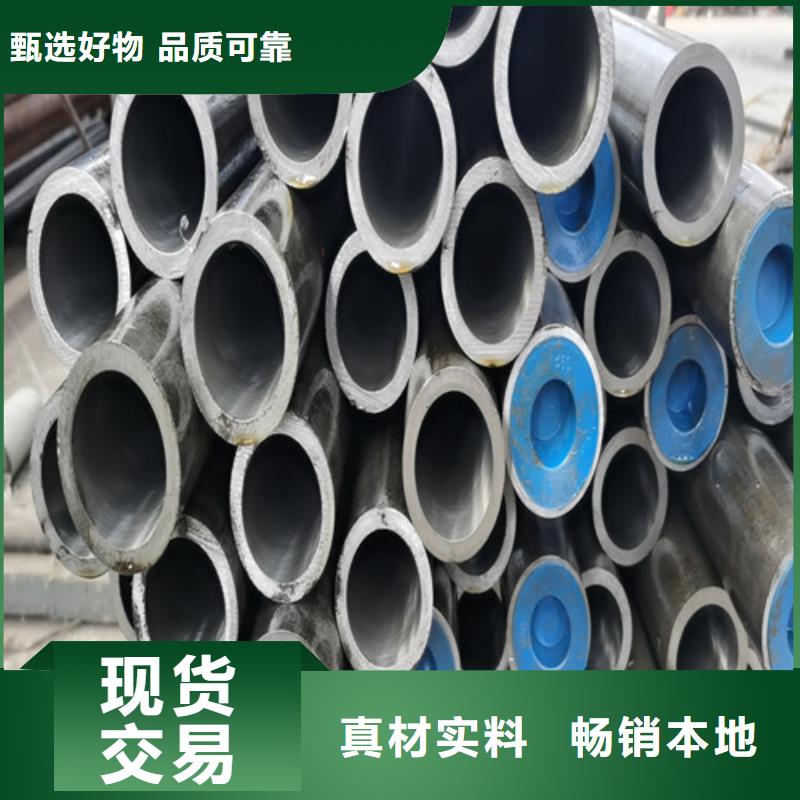
目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。绗磨管技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机行程12米,拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。
产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。
厚壁珩磨管制造品质规定留意的要点
1、规格精密度和外观设计厚壁珩磨管的几何图形规格主要包含无缝钢管的直径、壁厚、椭圆形度、长短、弯折度、管内孔切倾斜度、焊缝视角和钝边,异性朋友无缝钢管的截面规格等。
公司拥有绗磨管机组4条,可加工生产30--600的绗磨管(航模管 油缸管)。本公司生产的绗磨管(航模管 油缸管)粗糙度基本能达到Ra≤0.08μm左右,修正圆度,椭圆度可≤0.01mm,提高表面硬度,使受力变形,硬度提高HV≥4°,加工后有残余应力层,提高疲劳强度提高30%,提高配合质量,减少磨损,延长零件使用寿命。
油缸钢管 珩磨管 航模管 油缸管 压,气动缸筒尺寸和精度
对于高精密珩磨管的生产工艺你又有多少了解高精密珩磨管正常的工作压为:0――12000PSI为了施工者的严禁超过此范围,而且必须头戴安面具、全帽,以及工作服以防万一,因为每一种产品没有性的,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条高精密珩磨管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然性就降低了,那就该换新的。
抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒尖端切削。因而磨粒尖端负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管 3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
选购珩磨管规格介绍来营口市大石桥市找九冶管业(大石桥市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【18762195566】,地址:[丁块工业园]。













